One of the benefits of retort processing, also known as commercial sterilization, is that it provides a food or beverage manufacturer the ability to produce a product that is “shelf stable” at room temperature for extended periods of time. The process usually occurs at temperatures ranging from 240°F/115°C to 270°F/132°C. These temperatures exceed that of traditional stove-top cooking which is at or below the boiling point of water which is 212°F/100°C at sea level. While the commercial sterilization process (also referred to as “retorting”) does have the benefit of not requiring additives such as acidification to obtain shelf stability, it can have undesirable effects on products that do not respond favorably to high heat.
The application of heat to a food or beverage product in a sealed container occurs in one of three manners; conduction, convection and forced convection. The heat needs to be applied to the entire contents of the packaged product to render it commercially sterile. In addition to the product itself, considerations need to be made for product qualities such as water content, fat content, viscosity and particulate size and content. High viscosity products such as refried beans will be a conduction heating process while low viscosity products such as soups or ready-to-drink (RTD) beverages will be a convection heating process.
Lastly, the actual chemical composition of the product itself needs to be considered. Certain retorted products such as most varieties of dry beans (pulses) will benefit from prolonged periods of application of high heat. Other products such as dairy and dairy analogs are adversely affected by high heat. In applications such as the latter, agitation is required to prevent the undesirable effects of retort processing temperatures. A common reaction in high heat food processes is what is known as the Maillard reaction. This is a chemical reaction that occurs in foods that contain amino acids and reducing sugars. While desirable in baking, broiling and frying, it is undesirable in other applications such as processing dairy products such as cheese and cream sauces and dairy based RTD beverages. Caramelization is another result of high heat that is desirable in some applications while undesirable in others. To mitigate the undesirable effects of high heat, agitation, also referred to as forced convection, is used in the retorting process.
While in-container sterilization was perfected in the mid-19th century, it would be another century or so before the benefits of agitation became a topic of study and consideration. Studies proved that agitation reduced the amount of time a product needed to be subjected to high heat as it effectively stirred the product in the container. An additional benefit observed was that it increased the speed of the cooling of the product after the sterilization process. Now we will look at the various forms of agitation used in the commercial sterilization or retort production process.
Rotation
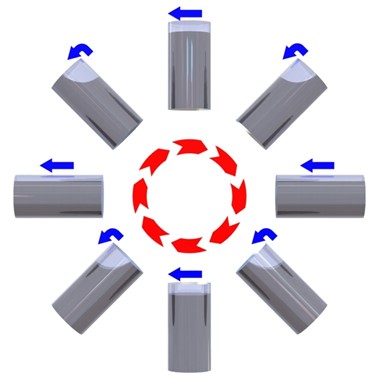
Axial rotation (the axis of a cylindrical container is parallel with the circular vessel wall) was the first method of agitation utilized in retort processing. It occurs during the portion of rotation where the product container (steel can) contacts the bottom portion of a circular horizontal vessel as they are conveyed through in a spiral manner. This is a continuous retort process and while this is an efficient method of retort processing, it has limitations in that primarily only steel cans of a specific size or range of sizes can be processed in the retort and the process type used is primarily just saturated steam. The other form of rotary agitation is end-over-end rotation which is used in a batch retort process (image below). Batch retorting offers flexibility in that various sizes of containers can be processed in the retort and overpressure processing methods such as water immersion, water spray, water cascade or steam/air can be utilized. This allows other types of containers such as glass bottles and jars as well as fragile containers such as polymeric bottles, trays, bowls and pouches to be handled in the retort as well. End-over-end rotary agitation is available as either continuous 360° rotation or partial rotation commonly referred to as rocking or oscillating. The 360° rotation is generally the most effective of the two in that it allows for higher rotational speeds and therefore more forced convection.
Horizontal Reciprocation
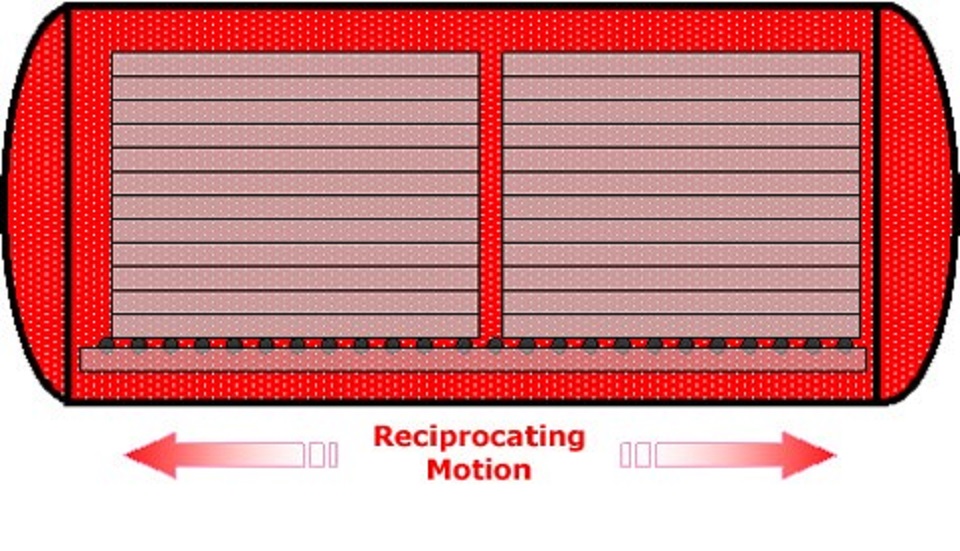
With horizontal reciprocation agitation the containers are moved back and forth in a linear fashion… usually about six inches (150mm) parallel to the axis of the retort vessel (image below). This batch retort agitation method also allows for overpressure processing providing the same benefits as stated above. It is effective with containers that are being processed in a horizontal orientation such as pouches, trays or bowls lying flat in a tray or rack. Providing similar heating and cooling benefits of rotational agitation, horizontal reciprocation offers some unique benefits for certain types of products. For low viscosity products with and without particulates the back-and-forth movement sloshes the product about in the container at up to one stroke per second thereby evenly distributing the heat within it. We refer to this type of agitation method as Gentle Motion. While the limitation of this agitation method is that it is generally most effective with lower-viscosity products, it does allow for processing products with delicate particulates such as vegetables in soup, and it can also aid in hydration of dry ingredients such as rice and beans. The other form of horizontal reciprocation is a process known as SHAKA™ which was patented in the early 2000’s. The SHAKA™ process is also a six inch (150mm) linear movement, however, this agitation method occurs at a cyclic rate of 3Hz which is effectively six strokes per second. This allows for dramatic reductions in heating and cooling cycles, up to 90% or better. It is also effective with high viscosity products such as thick cheese sauces. SHAKA™, however, is limited to products with particulates that can withstand the vigorous agitation.
One factor with in-container sterilization that is common to all forms of agitation is the role the headspace in the container plays. Headspace is simply the air/gas that is trapped in the sealed container. This air/gas “bubble” moves around in the container as it rolls, rotates or moves back and forth, thus additionally stirring the product. It should also be stressed that the reduced heating and cooling cycles has the dual benefits of increasing the throughput of a retort operation allowing fewer retorts to be required while also improving product quality by reducing the impacts of thermal degradation.

