
Sterilization is a critical step in the food manufacturing business and there are a few ways to go about it. Here, we breakdown in-container sterilization, which is a heat-based food preservation method for products already within sealed containers. Like other modes of sterilization, its designed to kill microorganisms and extend shelf-life—its the when and how that is unique.
What is in-container sterilization?
In-container sterilization uses a high-pressure vessel, known as a retort, to sufficiently heat food within a hermetically sealed container. During this process, foodborne pathogens and spores are destroyed, making the products safe for consumers.
What retort methods can be used for in-container sterilization?
The commercial sterilization process uses heat energy to destroy foodborne pathogens that may exist in hermetically sealed containers, such as metal cans, glass jars, or flexible pouches.
For the in-container product to be adequately sterilized, sufficient heat can be applied via:
What is temperature distribution? Why is it important for in-container sterilization?
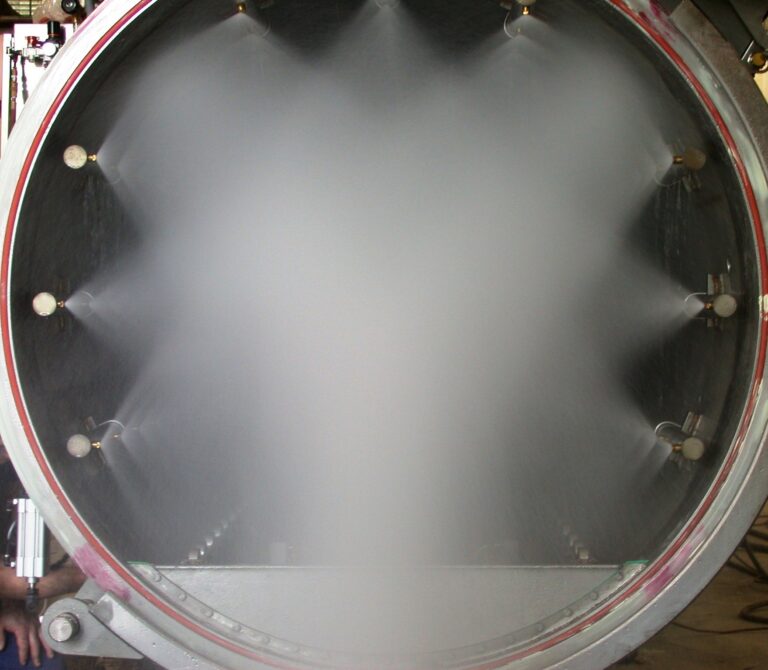
A critical part of the commissioning of a retort involves a temperature distribution test to determine the area of a retort load that is slowest to achieve the desired temperature.
Proper temperature distribution in a saturated steam process requires the displacement of air from the retort in a vent step.
In water spray/shower and water immersion retort, the circulation of the water is monitored and recorded with a flow meter to ensure that proper flow is maintained throughout the thermal process. A clogged pump screen or spray nozzles will affect flow in the retort, thus potentially causing a deviation in the process.
In a steam-air retort, the fan that circulates the mixture is monitored to confirm that there is no loss of the forced convection.
Likewise, with regard to retorts that utilize agitation, these machines need to have a means of monitoring and recording the agitation parameters (i.e.: RPM’s, tilt angle and frequency, or strokes/min) so that no variations in these retort parameters occur either, which could negatively impact the delivery of the thermal process.
What are critical factors during in-container sterilization?
In basic terms, critical factors during in-container sterilization include:
- Maintaining the container’s hermetic seal
- Precise control of temperature and pressure
- Proper product formulation
A more detailed explanation in-container sterilization critical factors
In the United States, the Department of Health and Human Services regulates food, pharmaceutical, and nutraceutical products consumed by humans and animals. This is done through either the Food and Drug Administration (FDA) or the US Department of Agriculture (USDA).
US‐FDA 21CFR Part 113 defines critical factors as – “any property, characteristic, condition, aspect, or other parameter, variation of which may affect the scheduled process and the attainment of commercial sterility.”
Critical factors may include physical and chemical aspects/parameters associated with the container, the product, the filling/sealing conditions, the retort, and the processing conditions.
Here, we will elaborate on these critical factors, how they affect commercially sterilized food safety, and their relevance to US‐FDA 21CFR Part 113.

Temperature, Pressure, and Seal
In-container sterilization requires that the integrity of the containers’ hermetic seal is not compromised. For this reason, pressure is monitored and recorded as a critical process factor.
For fragile and semi-rigid containers (such as pouches and polymeric bowls/trays), the use of overpressure, or counterpressure, is employed to protect the containers from pressure differential and fluctuations that can damage the seal.
Additionally, overpressure helps protect against changes in the headspace within the container while the package material is softened under the elevated temperatures of the retort process.
Product Formulation, Filling, and Sealing
Product formulation and container filling/sealing conditions are critical as they can affect how the product responds to heat and agitation.
Deviations or changes in a scheduled process formulation can have an impact on the thermal process. These deviations include, among others:
- Headspace
- Product viscosity
- Solid to liquid ratio
- Particulate size
- Fill weight
- Fill temperature
Even the type of starch or gum used can affect how a product behaves by causing what is known as “broken heating,” where a product changes how it responds to agitation throughout the thermal process.
Therefore, product formulation and container filling/sealing conditions also must be monitored and recorded in some cases.

Retort controls
For many years the circular chart recorder and hand-written records were the primary method of retaining records of the thermal processes. Thankfully, technology has advanced. In addition to temperature and pressure, modern retort control hardware and software can record all types of critical retort functions, such as flow, agitation, as well as various valve and motor functions and conditions.
There have been recent enhancements to these instruments in the form of digital chart recorders (DCRs), which add versatility and reliability to the critical retort data logging process. The instruments used to monitor these functions need to be periodically calibrated against reference instruments with documented certifications of accuracy.
Post-Process Factors
Post-process factors, while not process conditions per se, are considerations that can impact the integrity of the product and/or container after the retort process. Proper container handling by downstream material handling equipment, while in storage, and throughout the distribution chain will further ensure against dangerous post-process container damage and product spoilage issues.
Proper operator training and equipment maintenance further reduces the possibility that these critical factors will become serious issues that require remediation, such as product holding and recalls.
If you have any questions about in-container sterilization and its critical factors, please visit www.Allpax.com, email info@Allpax.com, or call (985) 893-9277.

